全站搜索 钣金


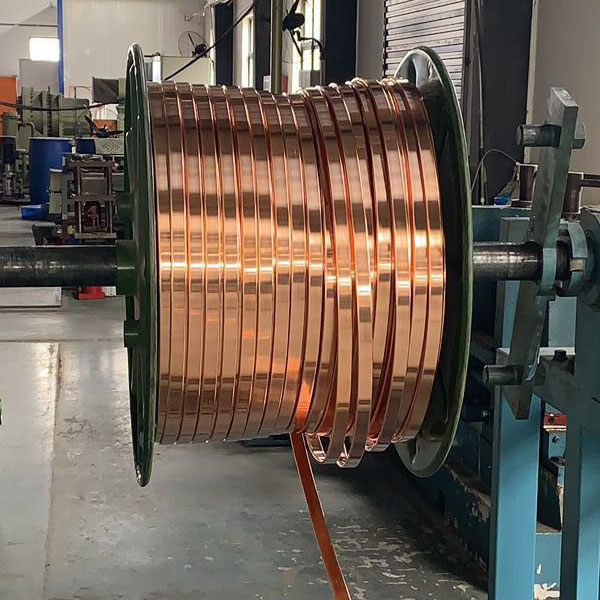
产品名称: 硬铜绞线(未退火铜绞线)
硬铜绞线:铜线性能符合GB/T 3954-2008《电工用铜线》的规定。铜表面光洁,平滑,没有影响产品性能的缺陷,比如斑点、裂纹、粗糙、划痕、杂质等不良现象。
硬铜绞线产品生产工艺流程:铜单丝拉制 →复绕→绞制→收线→检验→称重 → 入库。
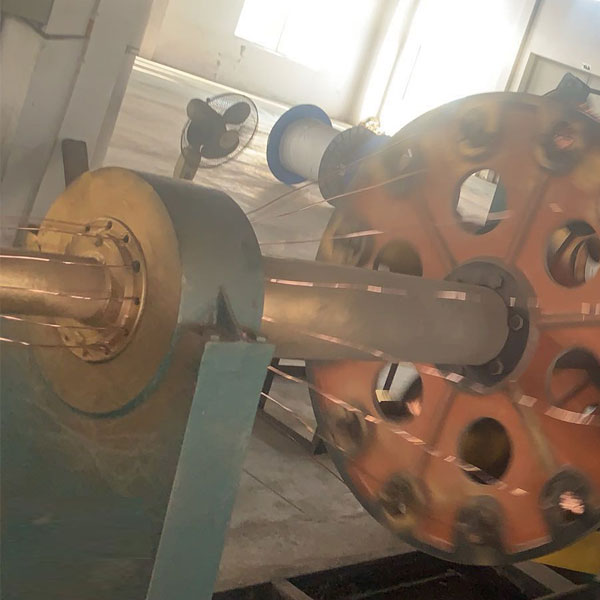
硬铜绞线在堆放时,应采用“丁字型”排列,也就是一横一竖摆放的形势,以避免因相临盘具碰撞而导致单丝受损;承线盘在搬运过程中,应采取相应的防护措施,避免碰撞,以保证铜单丝在转运的过程中的完好无损。
硬铜绞线导体绞制结构尺寸按表2规定进行,绞合时允许有接头,且任意两个接头的距离不应小于15m,且须采用冷压焊,放线涨力均匀。
导线在绞合时应进行预扭,并保证导线被切割时不散开或弹开。铜绞线绞合成型后应采用矫直工艺,消除硬铜绞线的内应力,使硬铜绞线顺直。
绞合后线芯表面光洁,无与良好工业产品不相称的所有缺陷。绞合均匀、紧密,不出现松股,灯笼现象。铜绞线表面光洁,并且不得有可能影响产品性能的所有缺陷,如裂纹、粗糙、划痕和杂质等。
| 型号 | 载面积mm2 | 计算外径mm | 结构 | 单丝直径mm | 单丝 | 绞线(计算值) | |||||
| 标称 | 计算 | 抗拉强度MPa不小于 | 伸长率%不小于 | 拉断力Kn不小于 | 20℃直流电阻不小于Ω/km | 单位质量kg/km | |||||
| 绞前 | 绞后 | ||||||||||
| JT | 16 | 5.10 | 1×7 | 1.70 | 1.14 | 143 | |||||
| JT | 25 | 6.36 | 1×7 | 2.12 | 0.733 | 222 | |||||
| JT | 35 | 7.50 | 1×7 | 2.50 | 0.527 | 309 | |||||
| JT | 50 | 9.00 | 1×7 | 3.00 | 0.366 | 445 | |||||
| JT | 70 | 65.81 | 10.5 | 1×19 | 2.10 | 439 | 417 | 0.7 | 27.45 | 0.275 | 599 |
| JT | 95 | 93.27 | 12.5 | 1×19 | 2.50 | 435 | 413 | 0.8 | 38.54 | 0.194 | 849 |
| JT | 120 | 116.99 | 14 | 1×19 | 2.80 | 432 | 410 | 0.9 | 48.01 | 0.155 | 1065 |
| JT | 150 | 148.07 | 15.8 | 1×19 | 3.15 | 428 | 407 | 1.0 | 60.21 | 0.122 | 1347 |
| JT | 150 | 147.11 | 15.8 | 1×37 | 2.25 | 438 | 416 | 0.8 | 61.21 | 0.123 | 1342 |
| JT | 185 | 17.50 | 1×37 | 2.50 | 0.0995 | 1650 | |||||
| JT | 240 | 19.95 | 1×37 | 2.85 | 0.0766 | 2145 | |||||
| JT | 300 | 22.05 | 1×37 | 3.15 | 0.0627 | 2620 | |||||
| JT | 400 | 19.95 | 1×61 | 2.85 | 0.0465 | 3510 | |||||